
Fusione, Fucinatura, Cerchiatura e Stiratura
Servizio completo per
i cannoni navali Armstrong
Fino a tutta la prima metà dell’ottocento i
materiali utilizzati per costruire un cannone sono di vario tipo: Bronzo, Ghisa
(detta anche Ferraccio), Sterro (ossia una lega di rame), Zinco, Ferro e Stagno,
Acciaio. I proiettili sono sferici ed hanno una gittata massima di duemila
metri ma, per lo sbattimento che avviene all’interno della canna che
naturalmente è liscia, non hanno precisione.
Un radicale miglioramento dell’efficacia di
queste armi è ottenuto prima con la rigatura della canna, cosa che permette una
maggior precisione ed una gittata più che doppia, e poi con la retrocarica, ovvero
la possibilità di caricamento del proiettile dalla parte posteriore (culatta)
del cannone.
Nella seconda metà dell’ottocento una
ulteriore miglioria è conseguita con la cosiddetta “cerchiatura” della canna
ottenuta mediante la forzatura a caldo di due tubi sovrapposti uno all’altro; invenzione
che permette una maggiore elasticità. Questa cerchiatura è ideata dal
colonnello Giuseppe Bianchi e realizzata dalla Armstrong di Pozzuoli che fino a
tutti i primi due decenni del novecento avrà vanto da questo impianto [1].

Nell’opificio puteolano, come in qualsiasi
altro stabilimento di artiglierie, le fasi di costruzione di una bocca da fuoco
sono:
-
fusione
e preparazione dei varî elementi;
-
tempra
e cerchiatura della bocca da fuoco;
-
lavorazione
e assemblaggio dei vari congegni;
-
rifinitura
e collaudo balistico.
Il metallo usato per la fusione è sempre
acciaio fuso (al crogiuolo o al forno, Martin Siemens a Pozzuoli) ed una volta
fuso è colato in lingottiere disposte verticalmente con la parte bassa
corrispondente alla culatta [2].

Il lingotto, raffreddato, è ridotto di lunghezza asportando da esso le estremità (materozza e piede) che contengono la parte più impura del metallo, ed è poi fucinato per dargli forma più conveniente e migliore struttura.

Il lingotto, raffreddato, è ridotto di lunghezza asportando da esso le estremità (materozza e piede) che contengono la parte più impura del metallo, ed è poi fucinato per dargli forma più conveniente e migliore struttura.
Poi il lingotto è nuovamente riscaldato (a
700°-1000°) e quindi compresso e battuto da grandi presse idrauliche. Con la
fucinatura il lingotto è allungato e ridotto ad una forma prossima a quella che
deve avere la bocca da fuoco; pertanto ora si chiama massello.
Dopo fucinato, il massello è ricotto (a
1100°) e, dopo lento raffreddamento, si prelevano alle sue estremità dei
campioni di metallo (saggi avanti tempera), che, sottoposti ad esame
meccanico e metallografico, fanno riconoscere le qualità del metallo e indicano
le modalità da adottare per la successiva tempera.
In seguito il massello è trapanato e tornito,
e quindi temperato (per dare al metallo le necessarie definitive
caratteristiche di durezza e resistenza) con preventivo riscaldamento in forno
verticale a gas; operazione questa comunemente indicata come “stiratura” dagli
specialisti Armstrong di Pozzuoli. Successivamente
il massello è immerso in un gran pozzo pieno di olio di lino a temperatura ambiente
e poi è collaudato per verificare se il tubo è rimasto ben diritto e, con nuovo
prelevamento di campioni alle sue estremità, si esaminano le qualità definitive
del metallo.
In modo analogo si lavorano i cerchi e gli
anelli necessarî alle bocche da fuoco se queste sono composte di più elementi,
ovvero i tubi anima ed i tubi esterni.
La cerchiatura della canna, ottenuta mediante
la forzatura a caldo di due tubi sovrapposti uno all’altro, consente di fare
armonicamente concorrere tutto lo spessore della bocca da fuoco, cioè i varî
strati del metallo, al tormento della pressione al momento dello sparo;
evitando che gli strati più vicini al tubo anima siano eccessivamente deformati
e che gli strati più lontani restino, per così dir, pigri e male utilizzati.
I tubi anima costituiscono la parte interna
del cannone in cui avviene la detonazione, mentre i cerchi servono ad
assicurare la stabilità dell’incastro del tubo anima, infilato dentro un tubo
esterno in ferro battuto che costituisce la canna del cannone.
La costruzione della bocca da fuoco diventa
perciò veramente razionale, come quella d'una macchina studiata e congegnata
con perfetta rispondenza alla sua funzione.
Relativamente allo sforzo che son chiamate a
compiere le bocche da fuoco si alleggeriscono e lo sviluppo della tecnica
metallurgica consente di fondere e fucinare anche artiglierie grandissime; anche
oltre il calibro di 400 millimetri.
I varî elementi sono esattissimamente
misurati nelle loro varie dimensioni e, se è necessario, corretti in modo da
assicurare fino al decimo di millimetro ed anche a meno il perfetto gioco dei
varî forzamenti a bocca da fuoco composta.
Quindi essi sono riscaldati in forni
verticali a circa 300°, misurandone la dilatazione radiale che deve esser tale
da assicurare un'eccedenza da uno a dieci decimi di mm, a seconda della bocca
da fuoco, tra le facce esterne e interne che debbono rispettivamente investirsi
l'una sull'altra. Quindi gli anelli o i manicotti, mantenuti caldi con
fiammelle a gas, s'investono successivamente sulla bocca da fuoco mantenuta
fredda e ben fissa a terra, o in un pozzo se è molto lunga, perfettamente
verticale [3].

Per eseguire queste ultime descritte
operazioni presso lo stabilimento Armstrong di Pozzuoli è stato costruito un
apposito impianto per la Tempera e per il Cerchiamento; esso è una dipendenza
della “Divisione Meccanica” ed è situato nella parte orientale delle Officine
Meccaniche; nelle piantine dello stabilimento è riportata al numero 8 sotto la
voce “Impianto Cerchiamento e Trattamento Masselli” [4].
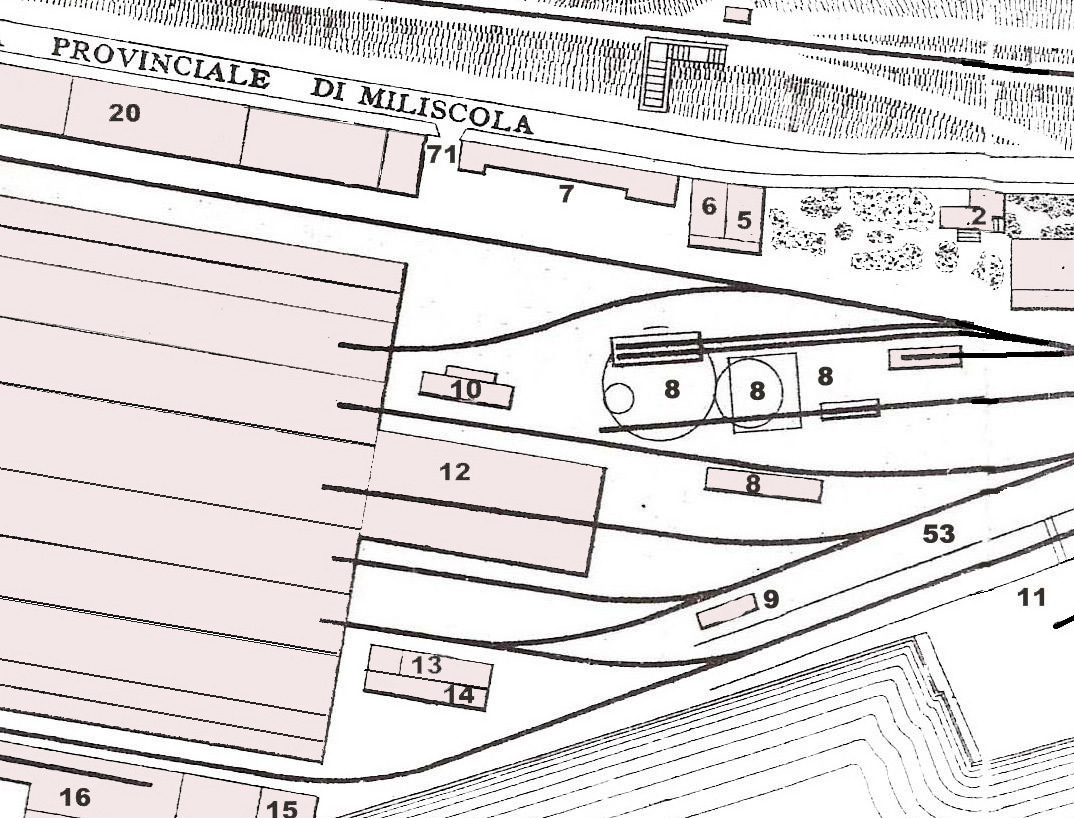
Quasi tutta l’area di questa officina e dei
suoi macchinari, per la sua stessa speciale conformazione, è completamente allo
scoperto ed è servita da ben quattro binari, che terminano la loro corsa in
questa zona; inoltre è attraversata da altri due binari che la mettono in
comunicazione diretta con le navate 24 e 25 delle Officine Meccaniche dove si
lavorano, rispettivamente, i cannoni di grosso e di medio calibro [5].

Per la tempera ad olio dei cannoni vi sono
tre pozzi di cui uno grande e due minori; il grande ha un diametro di mt. 2.20
ed una profondità di mt. 17, con capacità di 66 metri cubi. In questa foto si
assiste alla tempra di un anima per cannone di 305mm destinato alla corazzata Giulio
Cesare [6].


Anche i pozzi per il cerchiamento sono tre; il
primo ha una sezione a settore di cerchio ed ha una profondità che arriva fino
a metri 3.40; gli altri due sono a forma di fossa, uno ha una profondità di mt.
7 e l’altro di mt. 9.30.
Appositi robusti supporti servono a mantenere
il cannone durante l’operazione di cerchiamento; c’è poi una leggera ma alta incastellatura
che serve a facilitare le manovre per guidare il cerchio che deve essere
investito nell’anima o sul cerchio di ordine inferiore [7].


Per le diverse manovre occorrenti vi sono due
gru idrauliche girevoli; la portata è per una di 15 e per l’altra di 25
tonnellate; dell’impianto fa parte anche una pressa da 200 tonnellate,
collocata sotto una tettoia, alla pratica portata sia delle gru che del pozzo
di cerchiamento per cannoni piccoli [8].


Per il riscaldamento, di tutti gli elementi
del cannone che lo richiedono, vi sono due apparecchi speciali, uno grande e
l’altro piccolo, costituiti da cassoni di lamiera, disposti verticalmente, e
con le pareti laterali mobili. Introdotti in essi gli elementi da riscaldare li
si circonda con speciali becchi Bunsen, formati ad anelli paralleli, disposti
uno sotto l’altro ad una certa distanza, e provvisti ciascuno di numerose
fiammelle in modo da ottenere il riscaldamento uniforme dell’elemento.
All’impianto sono aggregati due forni di
riscaldo, sempre alimentati da gas naturale, che sono anche adoperati per la
ricottura dei getti di acciaio.
Da notare che inizialmente, per la tempera
dei cerchi dei cannoni, al posto del gas come combustibile era impiegato il
carbone; ogni cerchio era posto verticalmente su di un carretto e inviato in un
forno di tempera, alimentato a carbone. Una volta riscaldato era trasportato
nel “pozzo di cerchiamento”, dove era presente la canna, posta in verticale,
alla quale era applicato il cerchio.
Il problema principale di questo metodo era
che la fiamma, alimentata dal carbone, produceva sul cerchio delle impurità che
dovevano essere poi rimosse con degli scovolini, con perdite di tempo e
dispersione di calore; inoltre il contatto del cerchio con il carretto impediva
un riscaldamento uniforme del pezzo.
Invece il nuovo metodo prevede che tutti i
cerchi siano sospesi contemporaneamente, su di una fiamma alimentata a gas
naturale che non produce impurità, prima di essere avviate nel pozzo; ottenendo
così non solo una tempera più efficiente, ma anche un risparmio nei tempi del
cerchiamento.
L’impianto di cerchiatura di Pozzuoli, in
barba a tutte le norme di sicurezza, è completamente allo scoperto ed è visitato
e studiato da delegazioni tecniche italiane e straniere. Ma non è facile
riproporre altrove le sue lavorazioni, il suo più grande segreto è costituito
dagli esperti operai, dalla perfetta tempistica con cui operano e dal costante
pericolo a cui si espongono e che comunque superano a mezzo di tanti piccoli e
gelosi passaggi lavorativi. Tra l’altro proprio la perfezione raggiunta da
questo procedimento porta sempre più spesso a rifiutare i cerchioni prodotti
con l’acciaio della Terni costringendo l’Armstrong ad impiantare la sua
acciaieria e liberarsi dall’asservimento alla società ternana.
Come in tutte le officine industriali
dell’epoca anche in questo impianto succedono incidenti, agli uomini ed a gli
stessi pezzi d’artiglieria.
Accade al cannone da 343 mm, dell'ordine
numero 6154, che casca nel pozzo di tempra nel maggio del 1892 mentre gli
operai vi stanno applicando i cerchioni.
Operazioni complesse e rischiose che qualche
volta cagionano qualche ferita, mai richiedono un tributo di sangue.
CREDITI
AA.VV - Lo
stabilimento Armstrong di Pozzuoli – 1911
AA.VV –
Artiglieria – Enciclopedia Treccani
Michele
Pavino – I Cannoni del Re
Gianni
Facca – Il campo trincerato di Mestre
Filippo
Avilia – Foto a corredo